


Изделия из стеклопластиков
Когда слышишь ?изделия из стеклопластиков?, многие сразу представляют себе лодки или какие-то декоративные панели. Но это лишь верхушка айсберга, и именно здесь кроется первый распространённый промах — недооценка материала в серьёзных промышленных применениях. Сам много лет работал с этим, и скажу: стеклопластик — это не просто ?пластик со стеклом?, это целая история о композитах, где от выбора смолы, типа ровинга и технологии формования зависит, выдержит ли изделие агрессивную среду или развалится через полгода. Вот, к примеру, в сфере очистных сооружений — тут без него никуда, но и подход нужен особый.
Где на самом деле работает стеклопластик
Если брать нашу практику, то основные точки приложения — это ёмкостное и трубопроводное оборудование для водоподготовки и очистки стоков. Не просто баки, а многосекционные отстойники, аэротенки, газоходы. Почему именно он? Коррозия. Сталь в постоянном контакте с активными реагентами или канализационными испарениями живёт недолго, нержавейка — дорого, а вот правильно спроектированный корпус из стеклопластика показывает себя прекрасно. Но ключевое слово — ?правильно?. Видел случаи, когда заказчик, пытаясь сэкономить, брал дешёвый полиэфирный материал для ёмкости под хлорсодержащие стоки — через несколько месяцев стенки покрывались микротрещинами, началось просачивание. Пришлось переделывать уже на основе винилэфирной смолы, которая устойчивее.
Ещё один важный момент — это воздуховоды и зонты для систем газоочистки. Тут уже нагрузки другие: температура, абразивное воздействие взвесей, возможные химические компоненты в дыме. Опять же, универсального рецепта нет. Для обычной вентиляции сойдёт один состав, а для линии, скажем, обессеривания дымовых газов на небольшой котельной — уже нужен материал с повышенной термостойкостью и барьерным слоем. Часто проектировщики из других областей этого не учитывают, берут типовые решения, а потом удивляются, почему воздуховод деформировался или потерял герметичность на стыках.
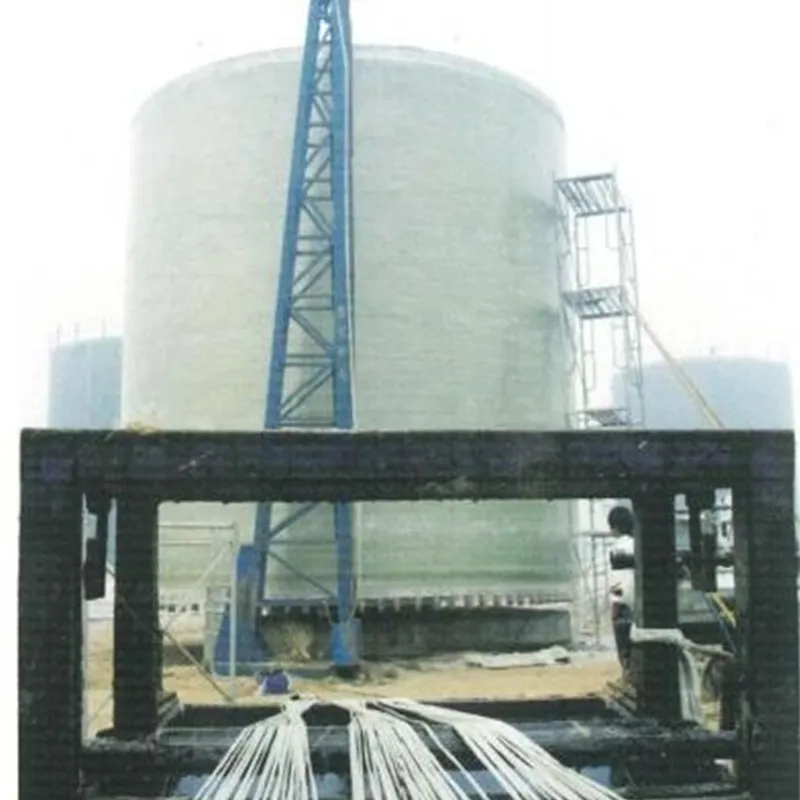
Кстати, о стыках и монтаже. Это отдельная головная боль. Крупногабаритные изделия из стеклопластика — те же скрубберы или ёмкости — часто приходится везти секциями. И вот на месте, при сборке, начинается самое интересное: качество заделки швов. Недостаточно просто промазать специальным компаундом — нужно тщательно подготовить поверхности, армировать стык, выдержать температурный режим при отверждении. Бывало, что из-за спешки или работы в холодном цехе шов получался хрупким, и под нагрузкой появлялась течь. Учились на своих ошибках, теперь всегда прописываем в техкартах условия монтажа, а лучше — сами выезжаем на контроль ключевых этапов.
Технологический выбор: не только о ручной выкладке
Многие до сих пор ассоциируют производство изделий из стеклопластиков исключительно с ручной выкладкой (hand lay-up). Метод, конечно, живуч, для штучных изделий или прототипов — незаменим. Но когда речь идёт о серийном выпуске, скажем, стандартных корпусов для блочных очистных установок, это уже неэффективно. Тут в дело идут методы напыления или, что лучше, намотки. Особенно для труб и цилиндрических ёмкостей.
Мы для своих линий оборудования, тех же установок очистки сточных вод, часто используем именно центробежное формование или непрерывную намотку. Это даёт более предсказуемую и однородную толщину стенки, повышенную прочность. Но и тут есть нюанс: оборудование для намотки — дорогое, и под каждый новый диаметр или конфигурацию нужно перенастраивать программу, изготавливать оправку. Поэтому экономически оправдано только при достаточном объёме заказов. Для малых серий или нестандартных геометрий — например, сложного распределительного лотка в отстойнике — проще и дешевле оказалось комбинировать: основную часть делать выкладкой на готовой форме, а ответственные силовые элементы усиливать методом вакуумной инфузии. Это даёт хорошее соотношение цены и качества.
А вот с плоскими панелями для кабин управления или обшивки шкафов автоматики история проще. Тут часто идёт пултрузия — непрерывное выдавливание профиля. Получается ровно, стабильно по свойствам, можно делать длинномерные изделия. Но опять же, материал для пултрузии — свой, с определённой вязкостью смолы, и он не всегда подходит для условий, где нужна особая химическая стойкость. Приходится искать компромисс или возвращаться к препрегам.
Связь с конкретным оборудованием: пример из практики
Возьмём, к примеру, нашу работу в рамках разработки комплексов для очистки сточных вод. Там стеклопластик — это не просто корпус, это функциональная часть. Допустим, биозагрузка для аэротенков. Раньше часто использовали пластиковые элементы непонятного состава, которые со временем теряли форму или обрастали так, что их невозможно было очистить. Мы перешли на формованные из стеклопластика кассеты с определённой геометрией ячеек. Задача была — обеспечить максимальную площадь для biofilm при минимальном гидравлическом сопротивлении. Сделали несколько пробных вариантов, тестировали в пилотной установке. Один из первых образцов оказался слишком хрупким — при монтаже ломались перегородки. Усилили рёбрами, изменили ориентацию волокна при формовании — пошло.
Или другой случай — кожухи для ультрафиолетовых обеззараживающих модулей. Вода вокруг, постоянная влажность, плюс само УФ-излучение — не лучший сосед для многих полимеров. Нужен был материал, стойкий к УФ-старению и не выделяющий в воду ничего лишнего. Подобрали специальную смолу с УФ-аддитивами и сделали внутренний гелькоут на основе изофталевой смолы. Важно было также обеспечить идеальную гладкость внутренней поверхности, чтобы не было застойных зон для микроорганизмов. После пуска системы проблем не было, что подтвердило правильность выбора.
В системах пылеулавливания тоже своя специфика. Циклоны или камеры мокрых скрубберов из стеклопластика хороши своей лёгкостью и коррозионной стойкостью к кислым средам. Но абразивный износ — бич. Для участков, подверженных ударному воздействию частиц, мы стали делать локальное усиление — добавлять слой с керамическим наполнителем или встраивать съёмные защитные вставки из более износостойкого материала. Это оказалось дешевле, чем делать весь корпус сверхтолстым или из особого дорогого компаунда.
Типичные ошибки и как их избежать
Одна из самых частых проблем на старте — это экономия на подготовке поверхности формы или на разделительном составе. Казалось бы, мелочь. Но если форму плохо обработали или нанесли некачественный антиадгезив, готовое изделие при демонтаже можно просто убить — будут задиры, нарушение геометрии. А иногда и вовсе придётся отдирать кусками. Выработали правило: контроль подготовки формы — святое. И неважно, своё производство или работаем с подрядчиком.
Другая ошибка — игнорирование условий эксплуатации на этапе проектирования. Допустим, изделие будет работать в помещении с перепадами температуры. Коэффициент теплового расширения у стеклопластика отличается от стали или бетона. Если жёстко закрепить такую ёмкость на металлическом каркасе без компенсаторов, в местах креплений со временем появятся напряжения, трещины. Теперь всегда закладываем либо резиновые прокладки, либо скользящие опоры, в зависимости от конструкции.
И, конечно, контроль качества сырья. Смола имеет срок годности, ровинг должен храниться в определённых условиях. Был неприятный инцидент, когда партия смолы чуть загустела из-за неправильного хранения у поставщика. Решили ?оживить? её разбавителем — в итоге отверждение шло неравномерно, готовые панели получились с внутренними пузырями и низкой механической прочностью. Весь комплект пошёл в брак. С тех пор входной контроль ужесточили до максимума, даже если это приводит к небольшим задержкам.
Взгляд вперёд и место в общем комплексе
Сейчас, разрабатывая полные комплекты оборудования для очистки сточных вод или системы денитрации, мы рассматриваем изделия из стеклопластиков не как отдельные компоненты, а как интегрированные части. Важно, чтобы бак-реактор не только химически сопротивлялся, но и имел правильные патрубки под конкретную обвязку, места для установки датчиков, смотровые окна. Всё это закладывается в форму на этапе проектирования. Унификация здесь полезна, но без фанатизма — иногда проще и надёжнее сделать нестандартный узел, чем пытаться собрать его из трёх типовых, но с кучей дополнительных соединений, которые являются потенциальными точками протечки.
Что касается новых тенденций, то интерес вызывает использование 3D-печати для создания сложных мастер-моделей или даже непосредственно форм для мелкосерийного производства. Это может сократить время на подготовку. Также присматриваемся к гибридным материалам, где стеклопластик комбинируется с другими полимерами или пенопластами для создания сэндвич-структур с улучшенными теплоизоляционными свойствами — это может пригодиться для оборудования, работающего на улице в северных регионах.
В конечном счёте, успех применения стеклопластика в серьёзных проектах, будь то очистные сооружения или системы газоочистки, зависит от триады: грамотное проектирование под конкретные условия, правильный выбор технологии изготовления и строгий контроль на всех этапах. Это не тот материал, где можно просто скачать чертёж и сделать ?как у всех?. Каждый раз приходится думать, взвешивать, а иногда и экспериментировать. Но когда видишь, как изготовленная тобой ёмкость или воздуховод годами работает без нареканий в составе, например, комплекса оборудования для обессеривания, понимаешь, что все эти усилия были не зря. Материал, при всей своей кажущейся простоте, требует уважительного и профессионального подхода. И тогда он отвечает долгой и надёжной службой.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Штабелированная шнековая машина для обезвоживания осадка KHDL
Штабелированная шнековая машина для обезвоживания осадка KHDL -
 Струйный аэратор серии KHSBJ
Струйный аэратор серии KHSBJ -
 Пылеуловитель типа импульсного мешка
Пылеуловитель типа импульсного мешка -
 Генератор озона серии KYS-G
Генератор озона серии KYS-G -
 Система очистки сточных вод от активного ила ICEAS с периодической циркуляцией и замедленной аэрацией
Система очистки сточных вод от активного ила ICEAS с периодической циркуляцией и замедленной аэрацией -
 ЧПУ стекло волокна армированных пластиковый горизонтальный намоточный станок
ЧПУ стекло волокна армированных пластиковый горизонтальный намоточный станок -
 Анаэробная система -реактор UASB
Анаэробная система -реактор UASB -
 Каталитическое сжигание
Каталитическое сжигание -
 Высокоэффективная башня для обессеривания и удаления пыли
Высокоэффективная башня для обессеривания и удаления пыли -
 Машина для обеззараживания механических решеток серии KHGS
Машина для обеззараживания механических решеток серии KHGS -
 Скребок для сбора грязи с центральным приводом серии KN
Скребок для сбора грязи с центральным приводом серии KN -
 Машина для намотки вертикального резервуара для хранения из армированного стекловолокном пластика с ЧПУ
Машина для намотки вертикального резервуара для хранения из армированного стекловолокном пластика с ЧПУ



